ABBA國際直線科技
產業應用
|
|
|
|
|
|
|
|
|
|




自動化組裝
組裝線是人和機器的有效組合,最可充分實現設備的靈活性,它將輸送系統、隨行夾具、檢測設備組合,以滿足多品種產品的裝配要求。
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶高速 |
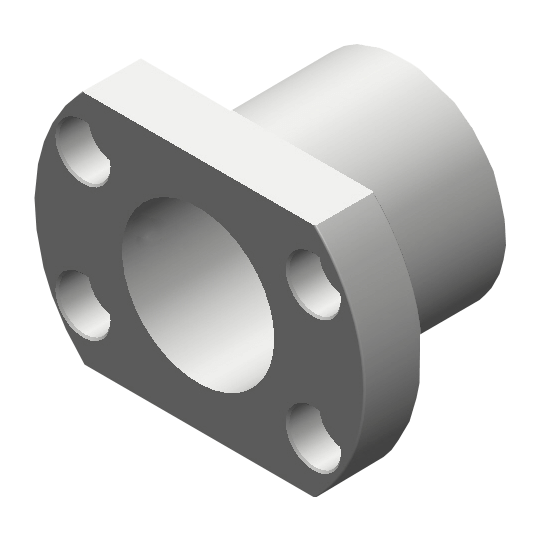
▶螺帽外徑精巧,不佔空間
|
應用產業
肉類加工業、冷凍食品業、水產加工業、飲料及食品、乳品加工業、製藥、包裝、電子、電器、汽配、加工製造業、農副產品加工業
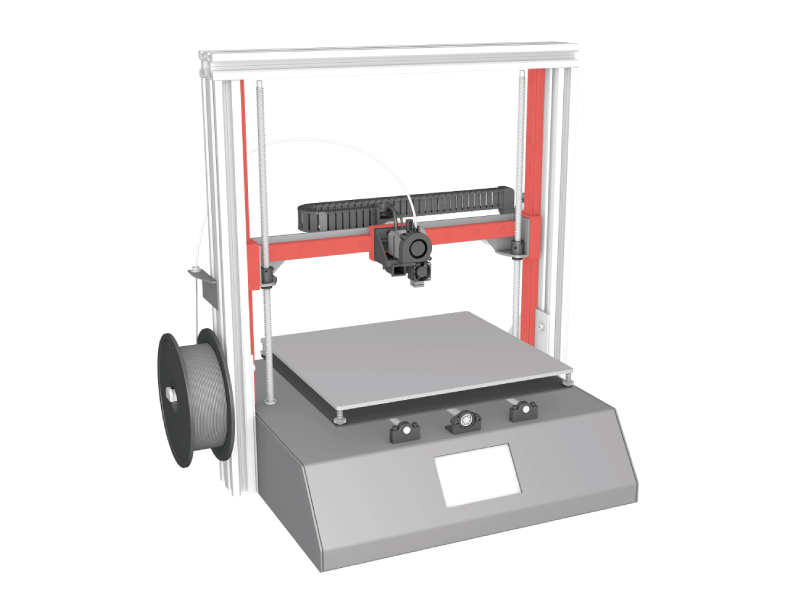
3D列印
3D列印屬於快速成形技術的一種,其做法是以數位模型為基礎,運用粉末狀金屬或塑料等可黏合材料,透過逐層堆疊累積的方式來構築物體的技術,又稱為積層製造機
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶高精度 |
▶螺桿直徑可低至6mm,
|
應用產業
可製造複雜的模型,普遍應用於航空航天,建築,汽車,國防,牙科等。
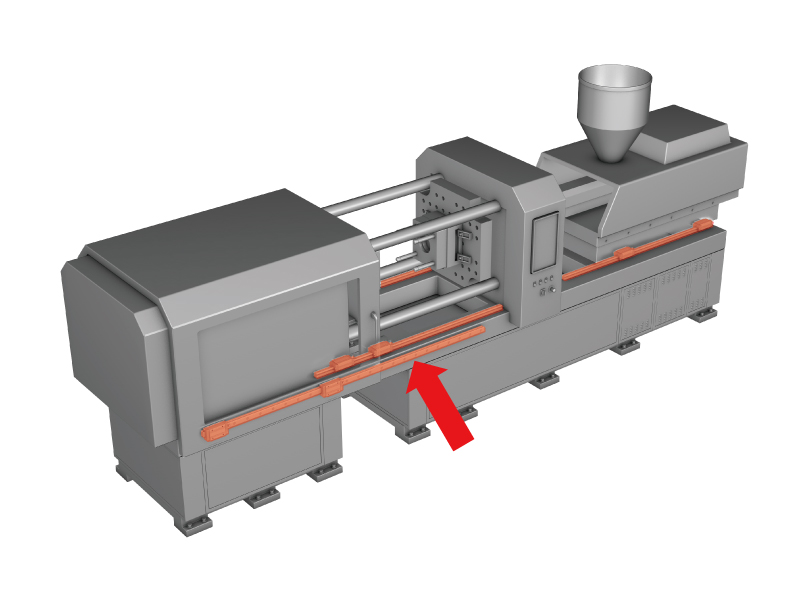
塑膠射出成型機
由兩個主要部分射出裝置和鎖模單元所組成,製造塑膠產品的專用機器
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶建議採用35、45尺寸具備高承載能力 |
▶高剛性及高耐用性
|
應用產業
包裝、汽車和運輸、醫療保健、電子以及建築和建築等
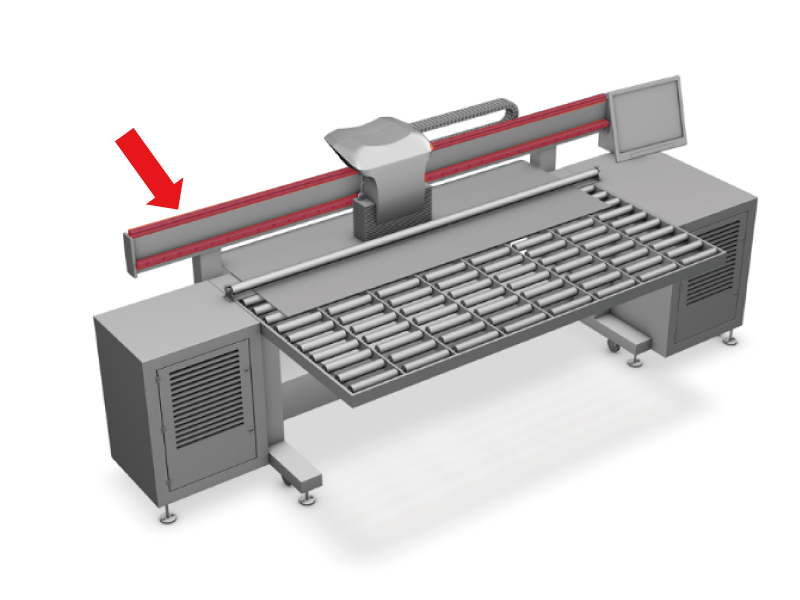
印刷設備
一種把著墨面壓在媒體面,並以此來成像的機械裝置。
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶預壓Z0/Z1時具備高速特性
|
▶高剛性及高耐用性
|
應用產業
平版、凸版、凹版、網版、數位印刷設備,可印製於紙張、文創商品、布料及金屬等工業製品等材質
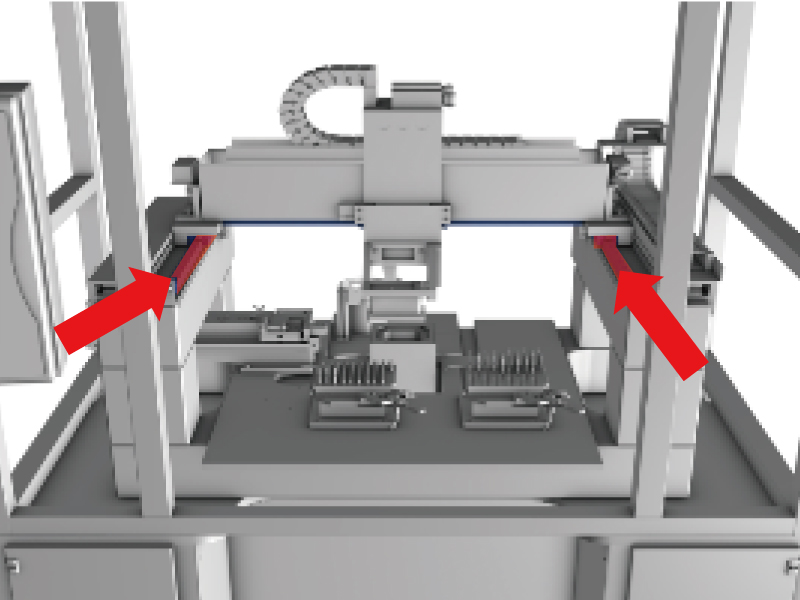
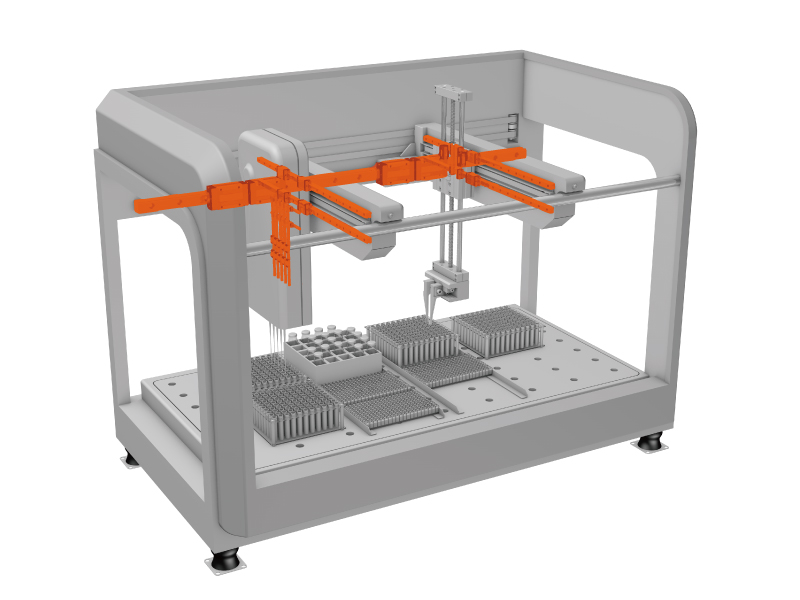
實驗室自動化
狹義的實驗室自動化指通過實驗獲取數據、數據處理和獲得實驗結果這一過程的自動化;廣義的理解包括科學實驗、仿真、圖像處理、計算機輔助設計、自動測量、自動檢查、實驗設備的控制、文獻專利情報的管理、各種數據庫、自動翻譯、專家系統等。
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶高精度 |
▶螺桿直徑可低至6mm,
|
應用產業
醫療、製藥和生物技術產業
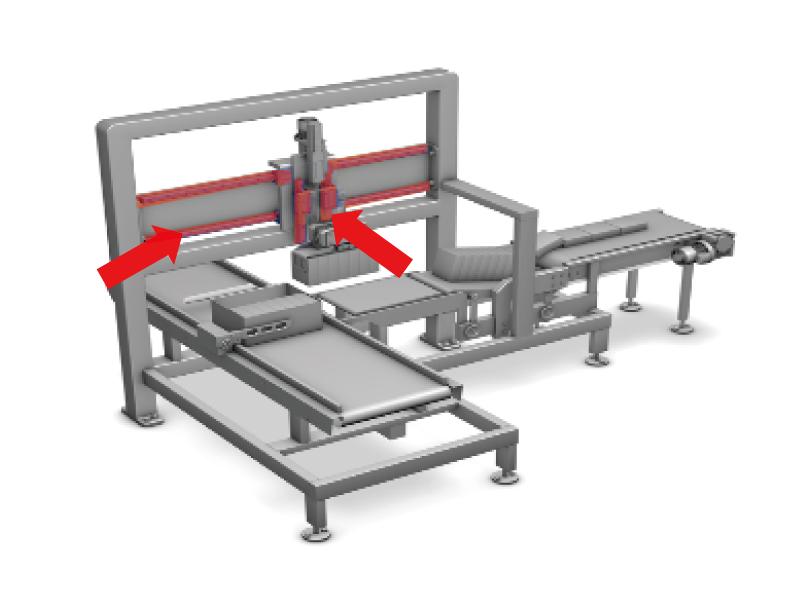
包裝自動化
包裝自動生產線是按照產品的包裝工藝過程,利用分流、合流、存儲、轉傳裝置把包裝機以及輔助設備連接起來,所形成的有獨立控制裝置的包裝生產系統。
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶高負載能力
|
▶高剛性及高耐用性
|
應用產業
物流、食品、半導體產業
工具機
將固體材料以物理或化學的方法加工工件的動力裝置;一般情況下是指加工材料以金屬工件為主的工具機,加工方式則以切削或輪磨等機型方式將工件製成所需的形狀、尺寸及表面精度,按照其功用可分為切削型、成形型、及使用高級技術三類。
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶高精度
|
▶高剛性及高耐用性
|
應用產業
CNC車床、切割機、鋸床
半導體
半導體設備共分為四類,分別為半導體製程、封裝、週邊與檢測設備。
推薦採用規格
|
|
|
| 優勢 | 優勢 |
|
▶適用於晶圓切割、成品測試設備
|
▶適用於晶圓檢測設備
|
應用產業
晶圓製程如測試、晶圓切割、成品測試等
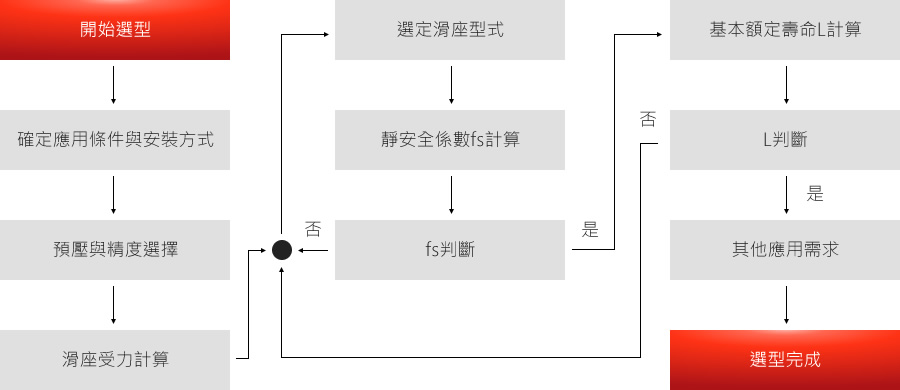
線性滑軌技術支援
線性滑軌的選型流程及精度選擇
- 機種名
- 精度等級
- N H P
機床
- 機械加工中心 精度等級 : P
- ⋅
- 車床 精度等級 : P
- ⋅
- 銑床 精度等級 : P
- ⋅
- 鏜床 精度等級 : P
- ⋅
- 座標鏜床 精度等級 : P
- ⋅
- 磨床 精度等級 : P
- ⋅
- 放電加工機 精度等級 : P
- ⋅
- 衝擊壓機 精度等級 : H, P
- ⋅
- ⋅
- 雷射加工機 精度等級 : H, P
- ⋅
- ⋅
- 木工機 精度等級 : N, H, P
- ⋅
- ⋅
- ⋅
- NC鑽床 精度等級 : H, P
- ⋅
- ⋅
- 攻牙中心 精度等級 : H, P
- ⋅
- ⋅
- 集裝箱交換裝置 精度等級 : N
- ⋅
- ATC 精度等級 : N
- ⋅
- 線切割機 精度等級 : P
- ⋅
- 砂輪修整裝置 精度等級 : P
- ⋅
- 機種名
- 精度等級
- N H P
工業用機器人
- 直交座標型 精度等級 : N, H, P
- ⋅
- ⋅
- ⋅
- 圓柱座標型 精度等級 : N, H
- ⋅
- ⋅
半導體製造裝置
- 線接合器 精度等級 : P
- ⋅
- 探測器 精度等級 : P
- ⋅
- 電子部件插入機 精度等級 : H, P
- ⋅
- ⋅
- 印刷電路板開孔機 精度等級 : H, P
- ⋅
- ⋅
其他機械
- 射出成形機 精度等級 : N, H
- ⋅
- ⋅
- 三次元測定機 精度等級 : P
- ⋅
- 辦公機器 精度等級 : H, P
- ⋅
- ⋅
- 搬運機器 精度等級 : H, P
- ⋅
- ⋅
- X-Y工作台 精度等級 : H, P
- ⋅
- ⋅
- 塗裝機 精度等級 : N, H
- ⋅
- ⋅
- 焊接機 精度等級 : N, H
- ⋅
- ⋅
- 醫療機器 精度等級 : N, H
- ⋅
- ⋅
- Digitizer 精度等級 : H, P
- ⋅
- ⋅
- 檢查裝置 精度等級 : P
- ⋅
選型流程圖
線性滑軌的保養方式
標準出廠產品所加注潤滑劑說明
滑塊內部添加2號鋰基脂,滑塊端部自潤滑油棉內添加0號鋰基脂。
脂潤滑:補充潤滑間隔建議
1. 30型及更小型滑塊:每100km補充一次。35型及更大型滑塊:每40km補充一次。
2. 每三個月補充一次。
補充間隔以以上兩者先到的為準。
脂潤滑:加入脂潤滑建議
建議無論是初次潤滑還是補充潤滑,都要
1. 將軌道及滑塊表面的防鏽油擦去,以避免防鏽油稀釋潤滑脂。
2. 將潤滑脂充滿整個滑塊內部空間,注脂到恰好溢出為止。
注意:因為ABBA的滑塊刮刷片具有很好的刮刷及密封效果,因此在滑軌軌道表面塗抹潤滑脂,無法進入滑塊內部,亦無法起到潤滑作用。
油潤滑
1. 初次注油亮:注滿滑塊內部空間。
滑塊內部空間參考潤滑脂加入量 (表 1.20.1)
2. 補充注油量:Q=n/150 (cm3/hrs)
n:線性滑軌公稱型號寬度(mm)
3. 建議油品規格
油霧潤滑:ISO VG32-68
間隙注油潤滑:ISO VG68-220
滑塊的潤滑脂加入量單位:ml
- 型號
- 注脂量
- BRC15A0
- 2~3
- BRC15R0
- 2~3
- BRC15U0
- 2~3
- BRC15SU
- 1~2
- BRC20A0
- 2~3
- BRC20R0
- 2~3
- BRC20U0
- 2~3
- BRC20SU
- 2~3
- BRC20LA
- 3~4
- BRC20LR
- 3~4
- BRC25A0
- 3~4
- 型號
- 注脂量
- BRC25R0
- 3~4
- BRC25U0
- 2~3
- BRC25SU
- 2~3
- BRC25LA
- 4~6
- BRC25LR
- 4~6
- BRC30A0
- 4~6
- BRC30R0
- 4~6
- BRC30U0
- 4~6
- BRC30A0
- 3~5
- BRC30A0
- 6~8
- BRC30A0
- 6~8
- 型號
- 注脂量
- BRC35A0
- 6~8
- BRC35R0
- 6~8
- BRC35U0
- 6~8
- BRC35SU
- 4~6
- BRC35LA
- 7~10
- BRC35LR
- 7~10
- BRC45A0
- 9~14
- BRC45R0
- 9~14
- BRC45U0
- 9~14
- BRC45LA
- 11~17
- BRC45LR
- 11~17
- 試驗項目
- 0號
- 2號
- 滴點 (°C)
- 205
- 206
- 針入度 (60worked, 1/10mm)
- 378
- 282
- 針入度 (1000worked, 1/10mm)
- 382
- 388
- 顏色
- 琥珀色
- 琥珀色
- 氧化穩定性 (100hrs, Pressure Drop, psi)
- 4
- 3
- 氧化穩定性 (500hrs, Pressure Drop, psi)
- 8
- 7
- 防鏽試驗
- 通過
- 通過
- 銅片腐蝕 (100°C, 24hrs)
- 1a
- 1a
- 皂基
- 鋰基
- 鋰基
- 耐水性 (79.4°C, %)
- N/A
- 2.5
- 礦物油黏度 (cSt, @100°C)
- 164.5
- 164.5
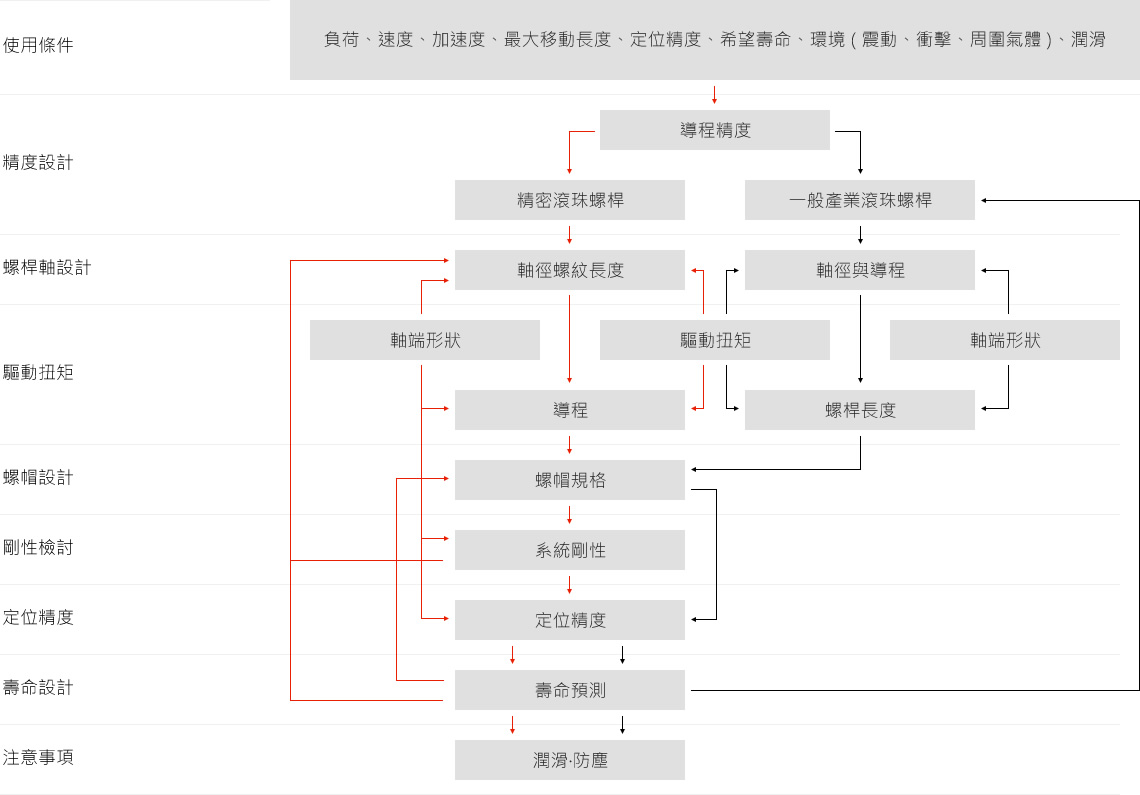
滾珠螺桿技術支援
滾珠螺桿的選型流程